《高效节能型铝合金燃气连续熔化保温炉通用技术要求》团体标准
资讯
2024-03-03
61

团体标准
高效节能型铝合金燃气连续熔化保温炉通用技术要求
General technical requirements for high-efficient and energy-saving aluminum alloy gas continuous melting and holding furnace
1 范围
本文件规定了高效节能型铝合金燃气连续熔化保温炉的术语和定义、缩略语、炉型结构及主要技术参数、技术要求和设备运行工艺流程。
本文件适用于压铸行业以天然气为燃料的铝合金集中连续熔化保温炉(以下简称连续熔化保温炉)。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成文件必不可少的条款。其中注日期的引用文件,仅该注日期的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2587 用能设备能量平衡通则
GB/T 2588 设备热效率计算通则
GB/T 2624.1 用安装在圆形截面管道中的压差装置测量满管流体流量第一部分:一般原理和要求
GB/T 3485评价企业合理用电技术导则
GB/T 3486评价企业合理用热技术导则
GB/T 5226.1 机械电气安全机械电气设备第1部分通用技术条件
GB 6222 工业企业煤气安全规则
GB/T 13283 工业过程测量和控制用监测仪表和显示仪表精度等级
GB/T 15969.2 可编程序控制器第2部分:设备要求和测试
GB/T 19839 工业燃油燃气燃烧器通用技术条件
GB 30078 变形铝及铝合金铸锭安全生产规范
GB 50387 冶金机械液压、润滑和气动设备工程安装验收规范
YS/T 694.1 变形铝及铝合金单位产品能源消耗限额第1部分:铸造锭
3 术语和定义
3.1 高效节能型铝合金燃气连续熔化保温炉 high-efficient and energy-saving aluminum alloy gas continuous melting and holding furnace
一种以天然气为燃料进行铝合金的连续熔化和保温,并利用熔化铝合金的余热对铝合金原料进行预热,实现高效节能,可以连续加料、连续熔化,可实现铝合金液保温、存储及连续出铝液的铝合金熔化保温设备。
3.2 微负压熔化 negative micro-pressure melting
熔化炉废气罩顶部必要抽风压力 10 Pa~20 Pa。
3.3 余热回收 recovery of waste heat
将工业过程产生的余热再次回收重新利用。
3.4 出铝液 discharge liquid aluminum
铝锭经熔化炉熔化后从通过浇注溜槽取出溶液,通过炉子倾转取出溶液。
3.5 除气装置 degassing device
将惰性气体(氩气或氮气)导入铝液内部,将溶解在铝合金液体中的氢气以及杂质吸附出,从而提高铝液质量的处理装置。
4 缩略语
HMI(Human Machine Interface) 人机界面
MES(Manufacturing Execution System) 制造执行系统
PLC(Programmable Logic Controller) 可编程逻辑控制器
PID(Proportional Integral Derivative controller) 比例-积分-微分控制器
5 炉型结构及主要技术参数
5.1 炉型结构示意图见图 1。
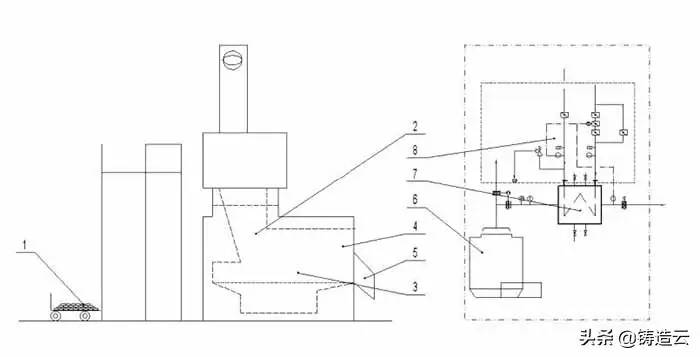
1.投料装置2. 预热区3. 熔化区4. 保温区5. 出铝液口6.熔化炉7. 除尘系统8. 余热回收系统
5.2 炉型结构
5.2.1 炉型应满足生产工艺及产能要求,保温室的容量应大于熔化炉每小时的熔化量。
5.2.2 炉体外壳、炉衬、炉膛、炉门、烧嘴或喷嘴口、烟道口、测温孔、测压孔等几何尺寸及相对位置应符合设计图纸要求,在未改变熔炉性能的情况下,可增加炉腔和竖井的熔化面积。
5.2.3 炉膛尺寸应有利于火焰本身的形状结构(外焰、中焰、内焰)以及火焰与被熔化物料的相对位置,实现充分燃烧;烧嘴或喷嘴的位置和倾角应有利于向熔池传热,降低熔体烧损;熔池尺寸、深度和形状应满足传热和生产工艺要求,并保证铝液完全排出且有利于扒渣、搅拌和清炉等操作。
5.2.4 使用新型保温材料提高耐热性,炉衬的衬体采用 90 mm~160 mm的保温层。
5.3 连续熔化保温炉基本性能
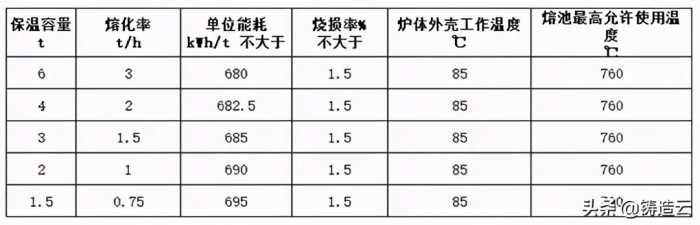
连续熔化保温炉基本性能如表1所示。
6 技术要求
6.1 安全要求
6.1.1 与安全有关的设备部件应配有清晰的警示信息和标记和防护措施。
6.1.2 生产过程中应按照技术状态和许可的安全技术规范要求操作设备。
6.1.3 回炉料或者铝锭重量不应超过加料机额定加料重量。
6.1.4 回炉料或者铝锭不应超过加料车自身高度。
6.2 设计安装
6.2.1 连续熔化保温炉应由具有相关技术资质的单位进行设计,并符合GB/T 3485、GB/T 3486、GB/T 2587、GB/T 2588、GB 30078、YS/T 694.1的有关规定。
6.2.2 连续熔化保温炉应设有余热回收装置,应采用固定式或旋转式蓄热烧嘴、换热器等节能技术,充分利用烟气余热对助燃空气进行预热,提高其热效率。
6.2.3 连续熔化保温炉的液压、润滑和气动设备工程安装应符合GB 50387 的有关规定。
6.3 仪表及装置
6.3.1 连续熔化保温炉应配备炉膛及铝液温度指示、记录、调节仪表。
6.3.2 连续熔化保温炉指示仪表、记录仪表的精确度等级应符合GB/T 13283 中的规定。
6.3.3 连续熔化保温炉的燃料应有流量测量仪表,还应具备燃料、空气流量比例调节系统。
6.3.4 连续熔化保温炉应配备必要的限位开关、按钮和指示灯等。
6.3.5 助燃空气和燃料系统应安装压力指示表。
6.3.6 节流装置应按GB/T 2624.1 的要求选择。
6.3.7 连续熔化保温炉应配备有防尘的仪表柜或仪表箱。
6.4 燃烧系统
6.4.1 燃烧系统主管路构成见图2,燃烧系统支管路构成见图3。
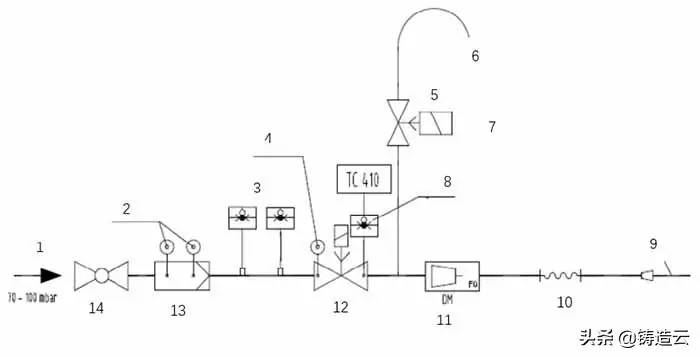
1.天热气流程2. 压力表3. 压力开关区4. 压力表5. 选项6.放散管7. 电磁阀8. 气密性监测
9. 主管路10. 软连接11.流量计12. 电磁阀13. 过滤器14. 球阀
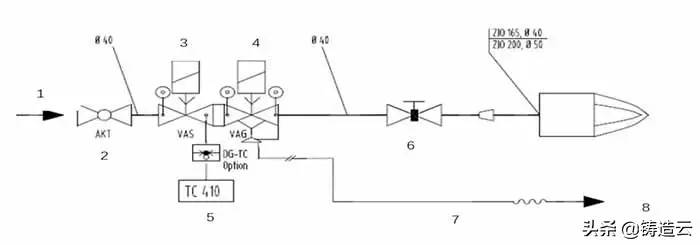
1.天燃气流程2. 主球阀3. 电磁阀选项4. 电磁阀5. 气密性检测选项6.球阀7. 压力管路8. 空气控制池
6.4.2 燃烧系统的设计应符合GB/T 19839、燃气系统安全应符合GB 6222 的有关规定,各管道安装位置和尺寸应符合图纸要求。
6.4.3 应对燃烧所需的各种动力介质(包括助燃风、天然气、压缩空气等)的供应状态进行自动监控,低于设定值,应自动停止燃烧,确保燃烧安全。最佳燃烧器设置:空气比率λ=1.02。
6.4.4 对燃烧生成的烟气进行排放,应自动监控烟气排放温度,超出设定值时应可自动停止燃烧和排放超温烟气,确保燃烧系统和烟气处理排放设施的安全。
6.4.5 宜优先采用蓄热式等节能燃烧系统。
6.4.6 应配备自动点火系统和火焰检测及监控系统。
6.4.7 燃烧系统每次启动应先自动对炉内气氛进行置换吹扫。
6.4.8 燃气管路应设有过滤装置、流量计量装置、稳压装置,燃气压力应保持稳定。
6.5 排烟系统
6.5.1 排烟系统设置应能排出全部烟气,排出的烟气经烟道送入烟尘处理系统,烟气排放及装置应符合有关国家或地方排放标准的要求。
6.5.2 辅助排烟系统应设置烟道闸板,以利于炉膛压力控制和燃烧系统节能。
6.5.3 熔化炉废气罩顶部必要抽风压力 10 Pa~20 Pa。
6.5.4 应向厂方上空排放烟气,且垂直距离地面应不小于 30 m。
6.6 温度测量及控制系统
6.6.1 炉温控制系统应根据热工工艺要求控制燃烧量的负荷。当废气温度达到设定值时,加料机自动送料到炉内;当连续工作时预熔区应保持60 %~100 %的炉料,直到保温室达到最大液位,见图4。
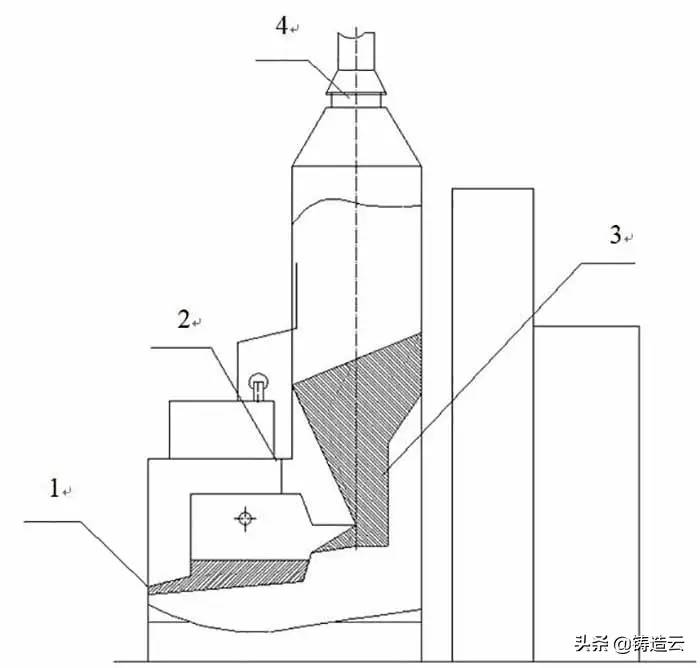
1.熔液室热电偶2.炉顶热电偶3.熔化室热电偶4.废气室热电偶
6.6.2 应配备铝液温度测量装置。
6.6.3 炉膛温度控制误差应不超过 ± 10 。
6.6.4 铝液温度误差应不超过 ± 5 。
6.6.5 电控柜应安装在无导电尘埃的环境中,并远离爆炸和腐蚀危险源。
6.6.6 电控装置的可编程控制器应符合GB/T 15969.2 的规定。
6.6.7 机械电气安全等应符合GB/T 5226.1 的规定。
6.6.8 控制柜防护等级IP 54。
6.6.9 通过PLC对熔化炉的投料、熔化、燃烧器控制、铝液温度、氛围温度、废气温度、液位、出铝液、燃气消耗、安全运行、操作、监控等进行自动控制。
6.6.10 在HMI人机界面上,实时显示炉子的工作状态及故障信息:炉子燃烧器工作状态、加料机工作状态、炉门开关状态、炉子各区域的温度、加入取出铝料重量、燃气耗用量及相关的记录曲线等,见图 5。
6.6.11 通过炉体称重系统、HMI人机界面和必要的软件实现每个班次天然气的耗量、烧损等统计分析。
6.7 余热回收系统
6.7.1 机械、电气安全等应符合GB/T 5226.1的规定。
6.7.2 采用PLC自动控制,通过自动调整烟气管路风阀的开关,高温、高压、断电保护等,实现自动控制余热锅炉的温度及压力等,保证系统的正常运行及安全。
6.7.3 通过HMI显示运行参数,监测系统的运行状态并进行存储记录。
6.7.4 烟气排放温度应低于130。
6.8 烟气处理系统
6.8.1 烟气收集装置
6.8.1.1 应设有烟尘收集罩对炉口溢出烟尘进行有效收集,收集罩的末端位置由限位开关检查,收集罩热电偶测量废气温度。
6.8.1.2 炉口烟尘收集罩应将收集的烟尘汇总至排烟管。
6.8.2 烟气处理装置
选用的除尘器应使颗粒物、二氧化硫、氮氧化合物排放浓度达到国家或地方相关文件的规定。
6.8.3 控制系统
6.8.3.1 采用PLC自动控制,通过压力变送器及变频器实现抽风机的闭环PID控制,使抽风管路保持恒压。
6.8.3.2 通过HMI监控设备整体运行状态,动态显示设备工作状态、故障显示、诊断、实时报警功能等。
6.8.3.3 排烟管应设有自动开闭蝶阀与炉门联动开启,实现自动收尘功能。
7 设备运行工艺流程
7.1 铝合金熔化主要投料、炉内余热、微负压熔化、微负压保温及出铝液5个工艺,设备运行工艺流程图见图 5。

7.2 投料
7.2.1 投料前应及时清理炉内铝渣,确保竖井中有充分的空间容纳装满金属推车中所有的货物。
7.2.2 投料应采用铝合金锭和回炉料交替混合添加方式。回炉料、铝锭重量不应超过加料机额定加料重量;回炉料、铝锭不应超过加料车自身高度。
7.2.3 材料要求宜满足: 50 %~70 % 的铝合金锭质量 7 kg~8 kg,长度 不大于 700 mm;回炉料 30 %~50 % 应干燥、无油污。
7.2.4 预热区加料保持60 %~100 %,直到保温室达到最大液位,并通过竖井激光扫描仪及优化的加料循环提高热能利用率,降低能耗 10 %。
7.3 预热
7.3.1 应充分利用熔化炉气和干燥、燃烧杂物和预热加入的铝料;通过剩余的废气进行预热。
7.3.2 预热区应具有倒梯形几何结构,能够有效的将铝料保持在预热区进行充分的预热。
7.3.3 预热后出口炉气温度应控制在 300 以内。
7.4 微负压熔化
7.4.1 熔融状态铝料应在微负压下快速熔化,避免在高温区的剧烈氧化反应。
7.4.2 燃烧器在熔化区底部熔化铝料。根据熔化区的料位、燃烧室的温度和废气的温度控制燃烧器的操作时间和电平;燃烧器应为独立控制的高效燃烧器,能够根据预热区的料位、废气的温度来控制调节燃烧气体流量。
7.4.3 熔化室应可以有效分离铝液和熔化产生的炉渣。
7.4.4 高效燃烧器系统应为独立的控制系统。
7.5 微负压保温
7.5.1 熔化的铝液应在微负压状态下保温。
7.5.2 应采用PID根据铝液温度控制的燃烧器。
7.5.4 应对铝液的液位和温度进行控制。
7.6 出铝液
出铝液有三种方式:
a)采用固定式装置,从出液口直接出铝液。
b)从液压倾转炉直接从浇注溜槽出铝液。
c)直接用汤勺舀铝液。
注:更多详情请点击下方了解更多查阅
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!
团体标准
高效节能型铝合金燃气连续熔化保温炉通用技术要求
General technical requirements for high-efficient and energy-saving aluminum alloy gas continuous melting and holding furnace
1 范围
本文件规定了高效节能型铝合金燃气连续熔化保温炉的术语和定义、缩略语、炉型结构及主要技术参数、技术要求和设备运行工艺流程。
本文件适用于压铸行业以天然气为燃料的铝合金集中连续熔化保温炉(以下简称连续熔化保温炉)。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成文件必不可少的条款。其中注日期的引用文件,仅该注日期的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2587 用能设备能量平衡通则
GB/T 2588 设备热效率计算通则
GB/T 2624.1 用安装在圆形截面管道中的压差装置测量满管流体流量第一部分:一般原理和要求
GB/T 3485评价企业合理用电技术导则
GB/T 3486评价企业合理用热技术导则
GB/T 5226.1 机械电气安全机械电气设备第1部分通用技术条件
GB 6222 工业企业煤气安全规则
GB/T 13283 工业过程测量和控制用监测仪表和显示仪表精度等级
GB/T 15969.2 可编程序控制器第2部分:设备要求和测试
GB/T 19839 工业燃油燃气燃烧器通用技术条件
GB 30078 变形铝及铝合金铸锭安全生产规范
GB 50387 冶金机械液压、润滑和气动设备工程安装验收规范
YS/T 694.1 变形铝及铝合金单位产品能源消耗限额第1部分:铸造锭
3 术语和定义
3.1 高效节能型铝合金燃气连续熔化保温炉 high-efficient and energy-saving aluminum alloy gas continuous melting and holding furnace
一种以天然气为燃料进行铝合金的连续熔化和保温,并利用熔化铝合金的余热对铝合金原料进行预热,实现高效节能,可以连续加料、连续熔化,可实现铝合金液保温、存储及连续出铝液的铝合金熔化保温设备。
3.2 微负压熔化 negative micro-pressure melting
熔化炉废气罩顶部必要抽风压力 10 Pa~20 Pa。
3.3 余热回收 recovery of waste heat
将工业过程产生的余热再次回收重新利用。
3.4 出铝液 discharge liquid aluminum
铝锭经熔化炉熔化后从通过浇注溜槽取出溶液,通过炉子倾转取出溶液。
3.5 除气装置 degassing device
将惰性气体(氩气或氮气)导入铝液内部,将溶解在铝合金液体中的氢气以及杂质吸附出,从而提高铝液质量的处理装置。
4 缩略语
HMI(Human Machine Interface) 人机界面
MES(Manufacturing Execution System) 制造执行系统
PLC(Programmable Logic Controller) 可编程逻辑控制器
PID(Proportional Integral Derivative controller) 比例-积分-微分控制器
5 炉型结构及主要技术参数
5.1 炉型结构示意图见图 1。
1.投料装置2. 预热区3. 熔化区4. 保温区5. 出铝液口6.熔化炉7. 除尘系统8. 余热回收系统
5.2 炉型结构
5.2.1 炉型应满足生产工艺及产能要求,保温室的容量应大于熔化炉每小时的熔化量。
5.2.2 炉体外壳、炉衬、炉膛、炉门、烧嘴或喷嘴口、烟道口、测温孔、测压孔等几何尺寸及相对位置应符合设计图纸要求,在未改变熔炉性能的情况下,可增加炉腔和竖井的熔化面积。
5.2.3 炉膛尺寸应有利于火焰本身的形状结构(外焰、中焰、内焰)以及火焰与被熔化物料的相对位置,实现充分燃烧;烧嘴或喷嘴的位置和倾角应有利于向熔池传热,降低熔体烧损;熔池尺寸、深度和形状应满足传热和生产工艺要求,并保证铝液完全排出且有利于扒渣、搅拌和清炉等操作。
5.2.4 使用新型保温材料提高耐热性,炉衬的衬体采用 90 mm~160 mm的保温层。
5.3 连续熔化保温炉基本性能
连续熔化保温炉基本性能如表1所示。
6 技术要求
6.1 安全要求
6.1.1 与安全有关的设备部件应配有清晰的警示信息和标记和防护措施。
6.1.2 生产过程中应按照技术状态和许可的安全技术规范要求操作设备。
6.1.3 回炉料或者铝锭重量不应超过加料机额定加料重量。
6.1.4 回炉料或者铝锭不应超过加料车自身高度。
6.2 设计安装
6.2.1 连续熔化保温炉应由具有相关技术资质的单位进行设计,并符合GB/T 3485、GB/T 3486、GB/T 2587、GB/T 2588、GB 30078、YS/T 694.1的有关规定。
6.2.2 连续熔化保温炉应设有余热回收装置,应采用固定式或旋转式蓄热烧嘴、换热器等节能技术,充分利用烟气余热对助燃空气进行预热,提高其热效率。
6.2.3 连续熔化保温炉的液压、润滑和气动设备工程安装应符合GB 50387 的有关规定。
6.3 仪表及装置
6.3.1 连续熔化保温炉应配备炉膛及铝液温度指示、记录、调节仪表。
6.3.2 连续熔化保温炉指示仪表、记录仪表的精确度等级应符合GB/T 13283 中的规定。
6.3.3 连续熔化保温炉的燃料应有流量测量仪表,还应具备燃料、空气流量比例调节系统。
6.3.4 连续熔化保温炉应配备必要的限位开关、按钮和指示灯等。
6.3.5 助燃空气和燃料系统应安装压力指示表。
6.3.6 节流装置应按GB/T 2624.1 的要求选择。
6.3.7 连续熔化保温炉应配备有防尘的仪表柜或仪表箱。
6.4 燃烧系统
6.4.1 燃烧系统主管路构成见图2,燃烧系统支管路构成见图3。
1.天热气流程2. 压力表3. 压力开关区4. 压力表5. 选项6.放散管7. 电磁阀8. 气密性监测
9. 主管路10. 软连接11.流量计12. 电磁阀13. 过滤器14. 球阀
1.天燃气流程2. 主球阀3. 电磁阀选项4. 电磁阀5. 气密性检测选项6.球阀7. 压力管路8. 空气控制池
6.4.2 燃烧系统的设计应符合GB/T 19839、燃气系统安全应符合GB 6222 的有关规定,各管道安装位置和尺寸应符合图纸要求。
6.4.3 应对燃烧所需的各种动力介质(包括助燃风、天然气、压缩空气等)的供应状态进行自动监控,低于设定值,应自动停止燃烧,确保燃烧安全。最佳燃烧器设置:空气比率λ=1.02。
6.4.4 对燃烧生成的烟气进行排放,应自动监控烟气排放温度,超出设定值时应可自动停止燃烧和排放超温烟气,确保燃烧系统和烟气处理排放设施的安全。
6.4.5 宜优先采用蓄热式等节能燃烧系统。
6.4.6 应配备自动点火系统和火焰检测及监控系统。
6.4.7 燃烧系统每次启动应先自动对炉内气氛进行置换吹扫。
6.4.8 燃气管路应设有过滤装置、流量计量装置、稳压装置,燃气压力应保持稳定。
6.5 排烟系统
6.5.1 排烟系统设置应能排出全部烟气,排出的烟气经烟道送入烟尘处理系统,烟气排放及装置应符合有关国家或地方排放标准的要求。
6.5.2 辅助排烟系统应设置烟道闸板,以利于炉膛压力控制和燃烧系统节能。
6.5.3 熔化炉废气罩顶部必要抽风压力 10 Pa~20 Pa。
6.5.4 应向厂方上空排放烟气,且垂直距离地面应不小于 30 m。
6.6 温度测量及控制系统
6.6.1 炉温控制系统应根据热工工艺要求控制燃烧量的负荷。当废气温度达到设定值时,加料机自动送料到炉内;当连续工作时预熔区应保持60 %~100 %的炉料,直到保温室达到最大液位,见图4。
1.熔液室热电偶2.炉顶热电偶3.熔化室热电偶4.废气室热电偶
6.6.2 应配备铝液温度测量装置。
6.6.3 炉膛温度控制误差应不超过 ± 10 。
6.6.4 铝液温度误差应不超过 ± 5 。
6.6.5 电控柜应安装在无导电尘埃的环境中,并远离爆炸和腐蚀危险源。
6.6.6 电控装置的可编程控制器应符合GB/T 15969.2 的规定。
6.6.7 机械电气安全等应符合GB/T 5226.1 的规定。
6.6.8 控制柜防护等级IP 54。
6.6.9 通过PLC对熔化炉的投料、熔化、燃烧器控制、铝液温度、氛围温度、废气温度、液位、出铝液、燃气消耗、安全运行、操作、监控等进行自动控制。
6.6.10 在HMI人机界面上,实时显示炉子的工作状态及故障信息:炉子燃烧器工作状态、加料机工作状态、炉门开关状态、炉子各区域的温度、加入取出铝料重量、燃气耗用量及相关的记录曲线等,见图 5。
6.6.11 通过炉体称重系统、HMI人机界面和必要的软件实现每个班次天然气的耗量、烧损等统计分析。
6.7 余热回收系统
6.7.1 机械、电气安全等应符合GB/T 5226.1的规定。
6.7.2 采用PLC自动控制,通过自动调整烟气管路风阀的开关,高温、高压、断电保护等,实现自动控制余热锅炉的温度及压力等,保证系统的正常运行及安全。
6.7.3 通过HMI显示运行参数,监测系统的运行状态并进行存储记录。
6.7.4 烟气排放温度应低于130。
6.8 烟气处理系统
6.8.1 烟气收集装置
6.8.1.1 应设有烟尘收集罩对炉口溢出烟尘进行有效收集,收集罩的末端位置由限位开关检查,收集罩热电偶测量废气温度。
6.8.1.2 炉口烟尘收集罩应将收集的烟尘汇总至排烟管。
6.8.2 烟气处理装置
选用的除尘器应使颗粒物、二氧化硫、氮氧化合物排放浓度达到国家或地方相关文件的规定。
6.8.3 控制系统
6.8.3.1 采用PLC自动控制,通过压力变送器及变频器实现抽风机的闭环PID控制,使抽风管路保持恒压。
6.8.3.2 通过HMI监控设备整体运行状态,动态显示设备工作状态、故障显示、诊断、实时报警功能等。
6.8.3.3 排烟管应设有自动开闭蝶阀与炉门联动开启,实现自动收尘功能。
7 设备运行工艺流程
7.1 铝合金熔化主要投料、炉内余热、微负压熔化、微负压保温及出铝液5个工艺,设备运行工艺流程图见图 5。
7.2 投料
7.2.1 投料前应及时清理炉内铝渣,确保竖井中有充分的空间容纳装满金属推车中所有的货物。
7.2.2 投料应采用铝合金锭和回炉料交替混合添加方式。回炉料、铝锭重量不应超过加料机额定加料重量;回炉料、铝锭不应超过加料车自身高度。
7.2.3 材料要求宜满足: 50 %~70 % 的铝合金锭质量 7 kg~8 kg,长度 不大于 700 mm;回炉料 30 %~50 % 应干燥、无油污。
7.2.4 预热区加料保持60 %~100 %,直到保温室达到最大液位,并通过竖井激光扫描仪及优化的加料循环提高热能利用率,降低能耗 10 %。
7.3 预热
7.3.1 应充分利用熔化炉气和干燥、燃烧杂物和预热加入的铝料;通过剩余的废气进行预热。
7.3.2 预热区应具有倒梯形几何结构,能够有效的将铝料保持在预热区进行充分的预热。
7.3.3 预热后出口炉气温度应控制在 300 以内。
7.4 微负压熔化
7.4.1 熔融状态铝料应在微负压下快速熔化,避免在高温区的剧烈氧化反应。
7.4.2 燃烧器在熔化区底部熔化铝料。根据熔化区的料位、燃烧室的温度和废气的温度控制燃烧器的操作时间和电平;燃烧器应为独立控制的高效燃烧器,能够根据预热区的料位、废气的温度来控制调节燃烧气体流量。
7.4.3 熔化室应可以有效分离铝液和熔化产生的炉渣。
7.4.4 高效燃烧器系统应为独立的控制系统。
7.5 微负压保温
7.5.1 熔化的铝液应在微负压状态下保温。
7.5.2 应采用PID根据铝液温度控制的燃烧器。
7.5.4 应对铝液的液位和温度进行控制。
7.6 出铝液
出铝液有三种方式:
a)采用固定式装置,从出液口直接出铝液。
b)从液压倾转炉直接从浇注溜槽出铝液。
c)直接用汤勺舀铝液。
注:更多详情请点击下方了解更多查阅
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!









